
1 色织布的评等标准(表1 ―表3)

鲁泰公司根据客户的要求及多年的实践经验,将色织面料品质评等分为一等、二等、三等。规定一等品标准为单卷扣分不超18 分/100 码,整批布平均扣分不超过15 分/100码。单卷扣分达到18 ~40 分/100 码的降为二等。单卷扣分超过40 分/100 码的降为三等。我公司现在50% 面料的评分达到10 分/100 码。
2 色织布对纱线各主要指标的要求
2.1 纱疵
从以上标准来看,国标中1 分疵点的长度是0.3 ~8cm,而国际标准中1 分疵点的长度小于7.62 cm,也就是3"。国标一等品的评分30 分/100 m,远远低于国际标准。况且,即使面料评分在客户要求的范围内,客户也不能容忍布面上比较显眼的粗节。所以,在色织布用纱时,控制纱疵不只是控制标准纱疵,将小纱疵和中纱疵也作为主要指标来控制。纱疵分级图见图1。
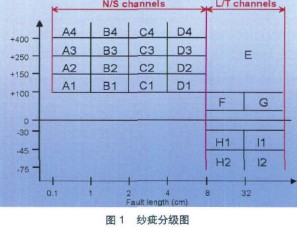
所谓小纱疵是指A1+B1+A2+B2之和,中纱疵是A3+B3+C1+C2+D1之和。
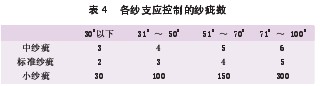
根据衬衫面料和客户的需求制定色织布不同纱支对纱疵的要求,鲁泰公司对色织面料中青年布的用纱纱疵要求见表4。
作为纺纱厂来说,无论采用何种棉纱质量标准及如何对照最有权威的乌斯特统计公报,都无法完全达到和满足不同织物色织面料对棉纱质量的需求。棉纱生产厂家必须搞清棉纱纱疵的类型和织物组织结构对纱疵大小、纱疵长短的控制范围,根据织物组织结构对棉纱纱疵的敏感性和纱疵在布面的显现性和隐蔽性来确定织物面料类型对纱疵的分类,同时结合10 万m纱疵分级图的纱疵分等分级,将面料的纱疵控制数量在10 万m纱疵分级图上体现出来。各纺纱工厂只有根据不同客户的不同要求,制定不同的质量标准,并及时与下游客户沟通,最终使其生产的棉纱满足客户的需要。
2.2 棉结
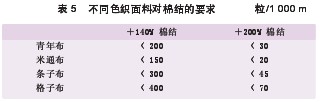
鲁泰公司将面料分成经纬一色的青年布、米通条、条子布和格子布4 个档次来使用原纱,根据其要求不同制定不同的棉结内控标准(表5)。
采用疵点格率方法来评价面料上棉结的多少。所谓疵点格率是指织物表面在规定面积中棉结、粗节等疵点格数与取样总格数的比率。
棉结检验方法:将玻璃板置于所测布卷上。要求随机测量3 个不同布卷,每个布卷测量4 处,每处必须不包含相同的经纬纱。检验位置应在距布头尾至少5 m、距布边至少5 cm的范围内,而且要避开有疵点的地方。在玻璃板上对棉结、粗节点数做不同标记。格内有棉结,不论大小、数量多少,即为一个疵点格。棉结在2 格的线上时,若2格均为疵点格,仍算2 个疵点格;2 格中1 格已为疵点格,1 格为空格,仍算1 个疵点格;2 格均为空格,则线上的棉结算为1 个疵点格;1 个或1 条粗节延及数格时,只算1格,如延及的格数是疵点格,则不再记入。在225 个疵点检验格的玻璃板上清点织物表面的棉结、粗节、结头所占格数。

根据我公司实际情况,将棉结疵点格率标准值定为2%。重点检验经纬向同色、经纬向各一色、米通等显现品种,特别是80S/2、100S/2以及高支纱、精纺纱。
2.3 原纱条干
原纱条干受纺纱工艺、原料、设备、纺织器材等方面影响。色织用纱的条干CV值达到2001年乌斯特公报25% 的水平,即能满足布面质量的要求。但色织布对因机械原因造成的规律性条干的原纱要求特别严格,特别是因细纱前皮辊和前罗拉故障等原因造成的规律性条干,由于其波长只有7 ~9 cm,粗度粗,出现的频率没有规律,对布面的危害大。所以,全部选用无机械波罗拉细纱机生产的棉纱。
2.4 异纤
异纤在纺纱厂是一个比较棘手的问题。在使用细绒棉纱线时,每10 m面料上异纤最多可达到30 ~40 处。因此很多大棉纺厂都安排了总人数10% ~20% 的人员挑拣异纤。有很多厂家也因此在清花工序安装了清除异纤的设备,在络筒机清纱器中增加了异纤清除装置。尽管如此,每10m面料上仍有6 ~8 处的异纤,按照布面疵点的评分规定,仍然不能达到客户的要求。还要组织大量的人修异纤,其成本之高,可想而知。
2.5 毛羽
(1)毛羽对面料的影响
色织面料是原纱先经过染色后织布,经纬纱的工艺流程如下:
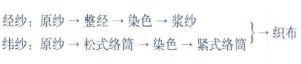
由于色织面料的经纬纱全部经过纱线染色,工艺流程长,在倒筒和染色的过程中,毛羽增加很多,很容易造成毛羽集聚成粗节,影响布面质量,甚至造成面料降等。
(2)毛羽不匀引起颜色深浅不一
由于毛羽多的纱线吸色性比毛羽少的快,染色后形成纱线深浅不一,织入面料形成条花疵点,造成面料降等。
(3)毛羽对面料起毛起球的影响
面料的起毛起球性是重要指标之一,档次高的面料对起毛起球性有着严格的要求。纱线本身的毛羽多,必定影响面料的起毛起球性。特别是涤棉混纺纱和棉/毛混纺品种,对起毛起球性要求更加严格。
(4)纱线毛羽的测量方法
一种是乌斯特毛羽仪测量的H值;另外一种测量毛羽的方法为毛羽根数计数法,其国内有代表性的设备为长岭纺电的YG172系列毛羽测试仪,能一次测定1 ~9 mm的毛羽根数。以上两种测定方法相比较,长岭的毛羽测试仪对指导生产更加有利。
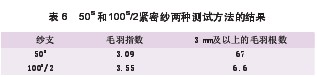
一般来说,股线的毛羽比单纱要好。但从毛羽H值来看(表6),100S/2 纱的毛羽比50S单纱还要大,但3 mm以上的毛羽根数100S/2 股线只有50S单纱的10% 左右。但对于同一品种,毛羽H值还是具有可比性的,并且毛羽H值比较稳定。在指导生产和后道工序用纱方面,毛羽根数更加具有意义。
2.6 单纱强力
鲁泰公司用纱的支数范围为10S~180S/2,对于30S及以下的品种,用普通的细绒棉生产其强力就能满足生产需要;但对于40S纱,其强力基本上处在边缘,内控标准为275 cN;对于50S以上的原纱,全部用100% 长绒棉来生产,强力基本上没有问题。总的来说,色织布用纱的强力能够达到乌斯特25% 的水平,基本上能够满足织布用纱的需要。至于一些特殊整理的用纱,则需要用特殊的原棉来生产。
在日常用纱时,还要特别注重最小强力。一批纱的质量水平不是取决于质量最好的纱,而是取决于质量不好的纱。在日常的生产管理中,一定要特别关注最小强力,将单纱断裂强力不匀CV值控制在乌斯特25% 的水平之内,才能够满足衬衫面料用纱的要求。
3 结束语
(1)保持产品质量稳定。色织布用纱的周期长,一般都在40 ~60 天之间。原纱购进后,漂染开始打色。如果原纱质量波动很大,后道工序又要调整用纱,原先已经打好的颜色就无法使用。纺纱厂质量管理水平的高低是用质量是否稳定在一个比较高的水平来评价的。原纱质量的好坏,不能单独看一次质量是否达到乌斯特公报5% 的质量水平,还要在完整的产品中没有异常。
(2)质量目标必须始终如一地减少异常。很难发现所有的纱线在一段时间内质量完全不达标。时常是少数几个不合格的管纱导致了质量水平的降低,进而产生大量的废品。异常是投诉的主要原因。
来源: 王方水 王美荣 郭 恒 点
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











